Look, I've been running around construction sites all year, dealing with dust and sweat, and honestly, things are changing fast. Everyone’s talking about prefabrication now, modular stuff. It’s not exactly new, but it's really gaining traction. It's about speed, right? Less mess on site, quicker build times… but it also means more pressure on the manufacturers, and that’s where we come in. Gotta get the quality right, otherwise… well, you don’t want to know.
What’s funny is how often people overthink the design. Like, I encountered this at a factory in Foshan last time, they were obsessed with making the connection points 'sleek'. Sleek! On a construction site? They quickly learned that 'robust' and 'easy to grip with gloved hands' trumps 'sleek' every single time. Have you noticed that designers sometimes live in a different world?
And it’s not just the design. The materials… that’s a whole other story.
The Current Landscape of Blown Film Machine Manufacturing
To be honest, the market is… chaotic. Lots of small players, a few big ones, and everyone’s trying to undercut each other. It’s moved so far from purely domestic production to a more global scale. You’ve got Chinese manufacturers, obviously, but also increasingly good stuff coming out of India and Turkey. The demand is driven by packaging, of course, but also agricultural film, construction… it's wider than people think. It’s a good time to be in the business, but a tough time to be a buyer, figuring out who to trust.
The biggest trend is efficiency – manufacturers are constantly looking for ways to reduce energy consumption, minimize waste, and increase output. Sustainability is becoming a bigger factor too, believe it or not. Clients are asking more and more about recyclable materials and lower carbon footprints.
Common Design Pitfalls in Blown Film Machines
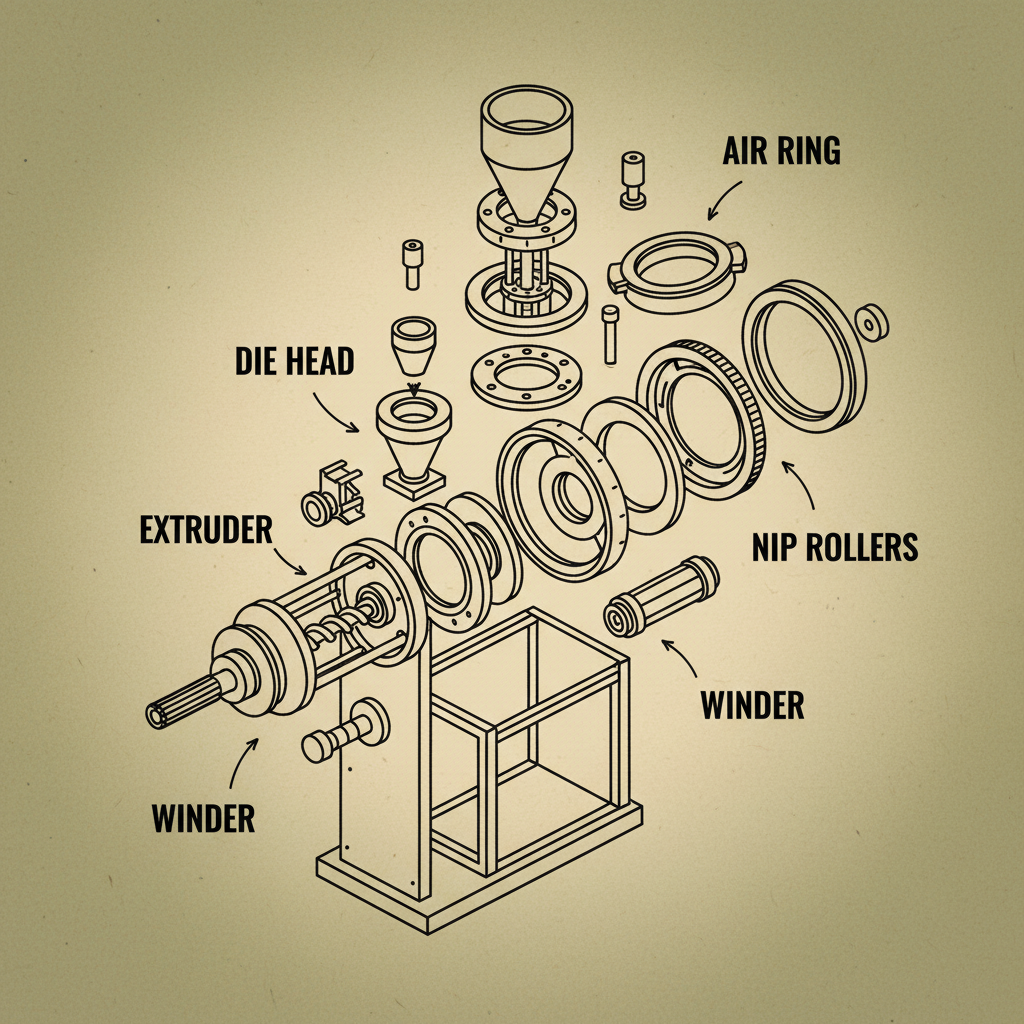
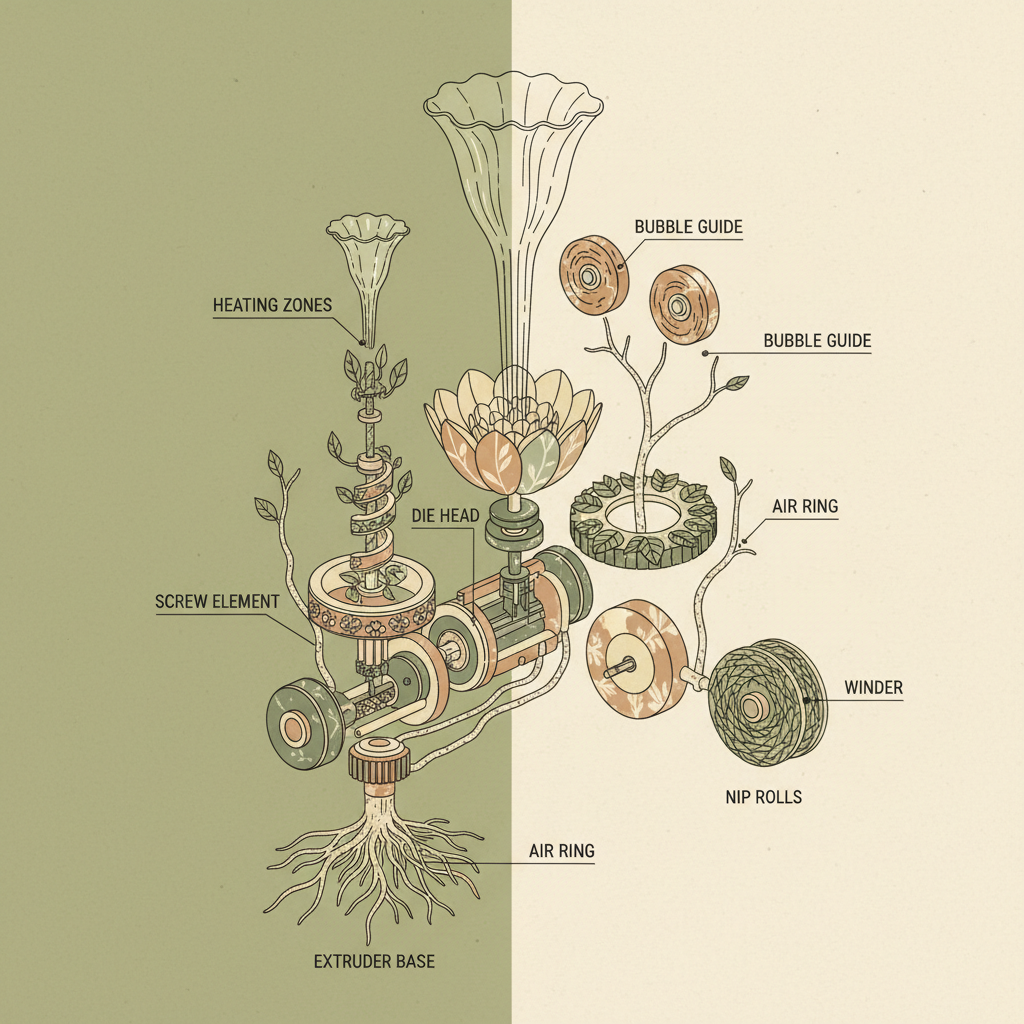
Strangely, a lot of manufacturers fall into the same traps. Overcomplicating the die head, for example. Trying to make it too versatile. A simpler, well-engineered die head will always outperform a complex one that's constantly breaking down. It's the same with the cooling system – too much airflow can cause instability in the film, not enough and you get blocking. It's all about balance, and it takes experience to get it right.
Another issue is neglecting the take-up system. People focus so much on the extrusion process itself, they forget that getting the film wound neatly and consistently is crucial. A poorly designed take-up will lead to wrinkles, creases, and ultimately, wasted product.
And don’t even get me started on the control panels… too many buttons, confusing interfaces. Operators need something intuitive, something they can understand at a glance, especially when things are going wrong.
Key Materials Used in Production
Okay, so the core of the machine itself is generally built from good quality steel – Q235, sometimes even higher grades for the more demanding applications. It’s heavy, it’s solid, and it should be. You want a machine that feels substantial. The screws… they’re usually made from specialized alloy steel, treated to be incredibly wear-resistant. You can smell the tempering process when they’re new – a kind of metallic tang.
For the components in contact with the molten plastic, it’s all about corrosion resistance. Stainless steel – 304, 316 – is the standard. And then there’s the die head, that’s often made from a highly polished alloy to ensure a smooth, consistent flow of plastic. If the polishing isn’t done right, you’ll get imperfections in the film. It sounds simple, but it’s crucial.
And let's not forget the heating elements! Those need to be reliable, responsive, and evenly distributed. Poor heating leads to uneven film thickness, and nobody wants that. We mainly deal with high-temperature resistant alloys and ceramic insulation. They get hot, obviously, you've got to be careful.
Rigorous Testing Methodologies
Look, lab tests are fine, but they don’t tell you the whole story. I've seen machines pass all the certifications but fall apart after a month on a real production line. What matters is real-world testing. We put these machines through the wringer.
We run them 24/7 for a week, simulating continuous operation. We vary the plastic resin, the film thickness, the production speed… everything. We look for wear and tear, overheating, any signs of instability. And we don't just look at the film; we stress-test it. Tensile strength, tear resistance, puncture resistance… all the important stuff.
Blown Film Machine Performance Metrics
Real-World Applications & User Behavior
You know, it's not always what you expect. Some customers use these machines for incredibly niche applications. I had one guy who was making film for specialized plant covers - specific UV protection levels, precise thickness… It's fascinating. Others are using them for really high-volume packaging, churning out millions of bags a month.
What I've noticed is that most operators aren’t engineers. They’re skilled workers, but they don't necessarily have a deep understanding of the mechanics. That's why ease of use and clear documentation are so important. We try to design our machines with that in mind – simple controls, readily available spare parts, and good customer support.
Advantages and Limitations
The advantages are obvious: high output, relatively low cost, and versatility. You can make a wide range of film thicknesses and widths with a single machine. And they’re generally pretty reliable… as long as they’re well-maintained.
But there are limitations. They can be energy-intensive, especially the older models. And they’re not great for producing very specialized films with complex structures. For that, you need more sophisticated equipment. Also, film quality can be sensitive to variations in resin quality. You need consistent material to get consistent results.
Customization Options & a Customer Story
We do a fair amount of customization. Usually, it's about adapting the die head to produce a specific film width or thickness. Sometimes it's about adding extra sensors or automation features. Last month, that small boss in Shenzhen who makes smart home devices insisted on changing the interface to , said it was 'more modern' and 'aligned with his brand'. It caused a headache for the electrical engineer, let me tell you. The result? He ended up paying extra for a custom cable and adapter, because nobody on his shop floor had tools! Anyway, I think he learned a lesson.
We can also modify the cooling system for specific resin types. Some resins require more aggressive cooling than others. It’s not rocket science, but it requires expertise and attention to detail.
Ultimately, whether this thing works or not, the worker will know the moment he tightens the screw.
Table Summarizing Common Blown Film Machine Customization Requests
| Request Type |
Complexity Level (1-5) |
Estimated Cost Impact |
Typical Lead Time (Weeks) |
| Die Head Width Adjustment |
2 |
$500 - $2,000 |
3 |
| Cooling System Modification |
3 |
$1,000 - $5,000 |
4 |
| Interface Customization (e.g., ) |
4 |
$2,000 - $7,000 |
6 |
| Automated Film Winding System |
5 |
$5,000 - $15,000 |
8 |
| Sensor Integration (Thickness, Defect Detection) |
3 |
$1,500 - $6,000 |
5 |
| Special Alloy Die Head Coating |
4 |
$3,000 - $8,000 |
7 |
FAQS
That depends heavily on maintenance, of course. But a good quality machine, with regular servicing, should last at least 10-15 years, maybe even longer. We've seen some older models still running after 20 years, but they've had significant parts replaced. The screw is the key – if you take care of the screw, you’re in good shape. It’s the heart of the whole operation.
Crucially important. A poorly trained operator can ruin a machine – and a lot of film – very quickly. We offer on-site training, of course, covering everything from basic operation to troubleshooting and maintenance. It's not just about pressing buttons; it's about understanding the process, recognizing subtle changes, and knowing when to call for help. We focus on practical, hands-on training, not just theory.
Oh boy, where do I start? Uneven cooling, inconsistent resin quality, a dirty die head… those are the big ones. Prevention is all about control. Maintaining a stable temperature, using high-quality resin, and keeping everything clean. Regular die head polishing is essential, too. And having a good quality filter system helps to remove contaminants from the resin.
Regular lubrication is key. Check the bearings, the screws, the gearbox… everything that moves needs to be lubricated. Also, inspect the heating elements for cracks or damage. And don't forget the cooling system – make sure the fans are running smoothly and the water lines are clear. A good rule of thumb is to follow the manufacturer's recommended maintenance schedule. We provide detailed schedules with our machines.
They can, but it depends on the quality of the recycled material. Clean, consistent recycled plastic is fine, but contaminated or degraded material can cause problems. You may need to adjust the processing parameters, and you’ll likely need a more robust filter system. It's definitely possible, but it requires more attention to detail.
Lead times vary, depending on the complexity of the customization. Simple modifications, like a die head width adjustment, can be done in 3-4 weeks. More complex customizations, like a fully automated winding system, can take 8-12 weeks or even longer. It’s best to plan ahead and get your order in early, especially if you have a tight deadline.
Conclusion
So, blown film machine manufacturing is a complex business. It’s not just about building machines; it’s about understanding the entire process, from the resin to the finished product. It’s about anticipating problems, providing good customer support, and adapting to changing market demands. The industry is shifting towards efficiency, sustainability, and customization, and manufacturers need to embrace those trends to stay competitive.
Ultimately, whether this thing works or not, the worker will know the moment he tightens the screw. That’s why we focus on building reliable, user-friendly machines that can withstand the rigors of a real production environment. If you're looking for a blown film machine manufacturer you can trust, give us a shout. Visit our website: www.cnchsj.com