You know, these blown film extruder manufacturers… honestly, they're a world of their own. Been spending the last fifteen years crawling around factories, smelling plastic all day, and let me tell you, things have changed. It’s not just about cranking out film anymore. Everyone wants thinner, stronger, more sustainable – the usual song and dance. But it's the details, the stuff that doesn’t show up on a spec sheet, that'll make or break you.
Have you noticed how everyone’s chasing this “bio-based” plastic? Sounds great, right? But I was at a factory in Jiangsu last month, and the smell… let’s just say it wasn’t exactly roses. It had a weird, almost vinegary tang. And good luck getting consistent results. It's a real headache for the operators. Still, gotta keep innovating, I guess.
The demand for high-speed extruders is through the roof. Everyone’s competing on cycle time. Makes sense, but you gotta be careful. Pushing these machines too hard? That's when you start seeing all sorts of problems with the die head… and believe me, replacing those isn't cheap.
Strangely enough, everyone’s focusing on automation. Robots handling the film, automated core loading… but I keep seeing factories where the biggest bottleneck is still a guy with a knife trimming the edges. You spend all this money on fancy tech, and it doesn't address the real issue. To be honest, it feels like putting a Ferrari engine in a rickshaw.
Another thing – cooling systems. They're always an afterthought, aren't they? You design for the melt, but you forget about getting that heat out. Then you end up with uneven film thickness, bubbles, the whole nine yards. I encountered this at a packaging plant in Dongguan last time. They were losing a fortune in scrap.
Honestly, it's usually the cooling system. Uneven cooling leads to variations in crystallization, which directly impacts thickness. You need consistent airflow and temperature control. And operators need to be trained to spot problems early – changes in film appearance, minor wrinkles, that sort of thing. Ignoring those small signs can quickly snowball into a major issue.
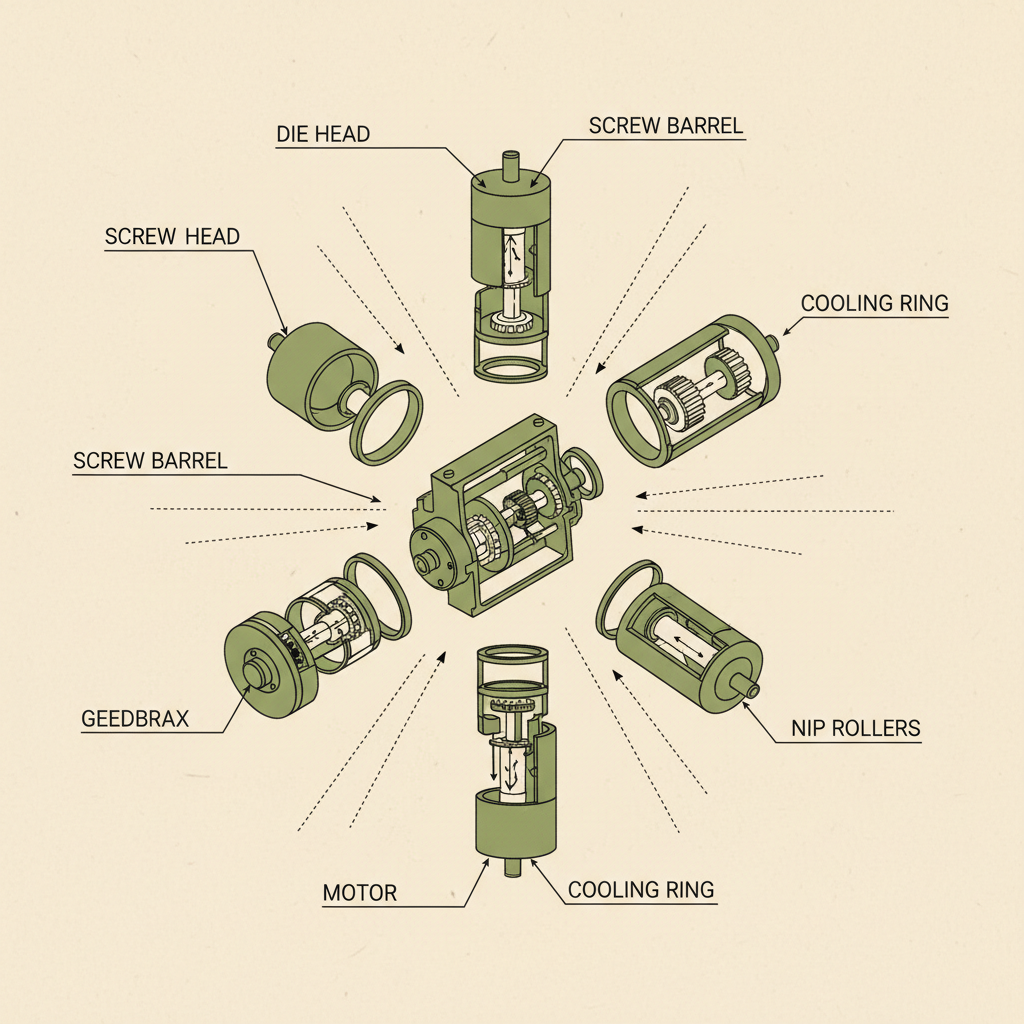
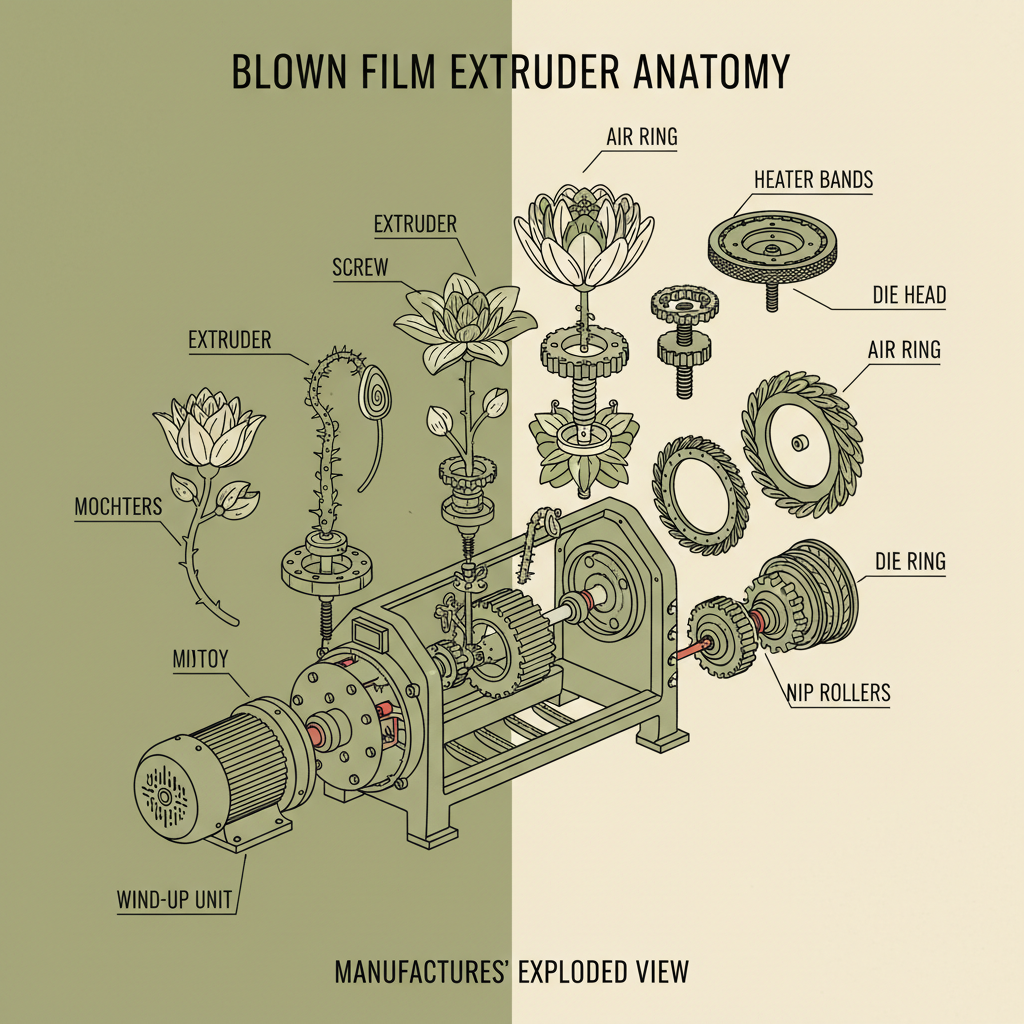
Critical. Absolutely critical. The die head is the heart of the operation. Gunk builds up, flow channels get clogged, and you end up with defects. Regular cleaning, inspection for wear and tear, and replacing worn parts are non-negotiable. I’ve seen die heads that haven’t been cleaned in months… it’s not pretty.
Bubbles are usually a sign of uneven cooling or trapped air. Check your cooling rings, make sure they're not blocked. Also, look at your nip roll pressure – too much or too little can cause problems. Sometimes, it’s a simple as adjusting the air ring height. It takes practice to diagnose quickly, though.
It's a balancing act, for sure. You can add additives to increase tear strength, but they often cloud the film. Choosing the right polymer blend is key. Also, orientation plays a role – stretching the film in both directions can improve strength, but too much can also make it brittle.
More automation, definitely. Closed-loop control systems, AI-powered defect detection… it’s all coming. And more focus on sustainable materials. Bio-based polymers, recycled plastics – that's where the innovation is happening. It's a messy space right now, but things are moving fast.
Not thinking about the whole system. You can buy the fanciest extruder in the world, but if your cooling system, winder, and downstream equipment can’t keep up, you’re just wasting money. It's about integrating everything – that’s where the real gains are.
So, yeah, blown film extrusion is a complex beast. It’s not just about pushing plastic through a die. It's about understanding the materials, the process, the application, and the people operating the machines. There's a lot of art to it, as well as science.
Ultimately, whether this thing works or not, the worker will know the moment he tightens the screw. If the film looks good, runs smoothly, and meets the customer’s needs, then you’ve done your job. If not… well, you’ve got some troubleshooting to do. Check out our blown film extruder manufacturers at www.cnchsj.com to see how we can help.




